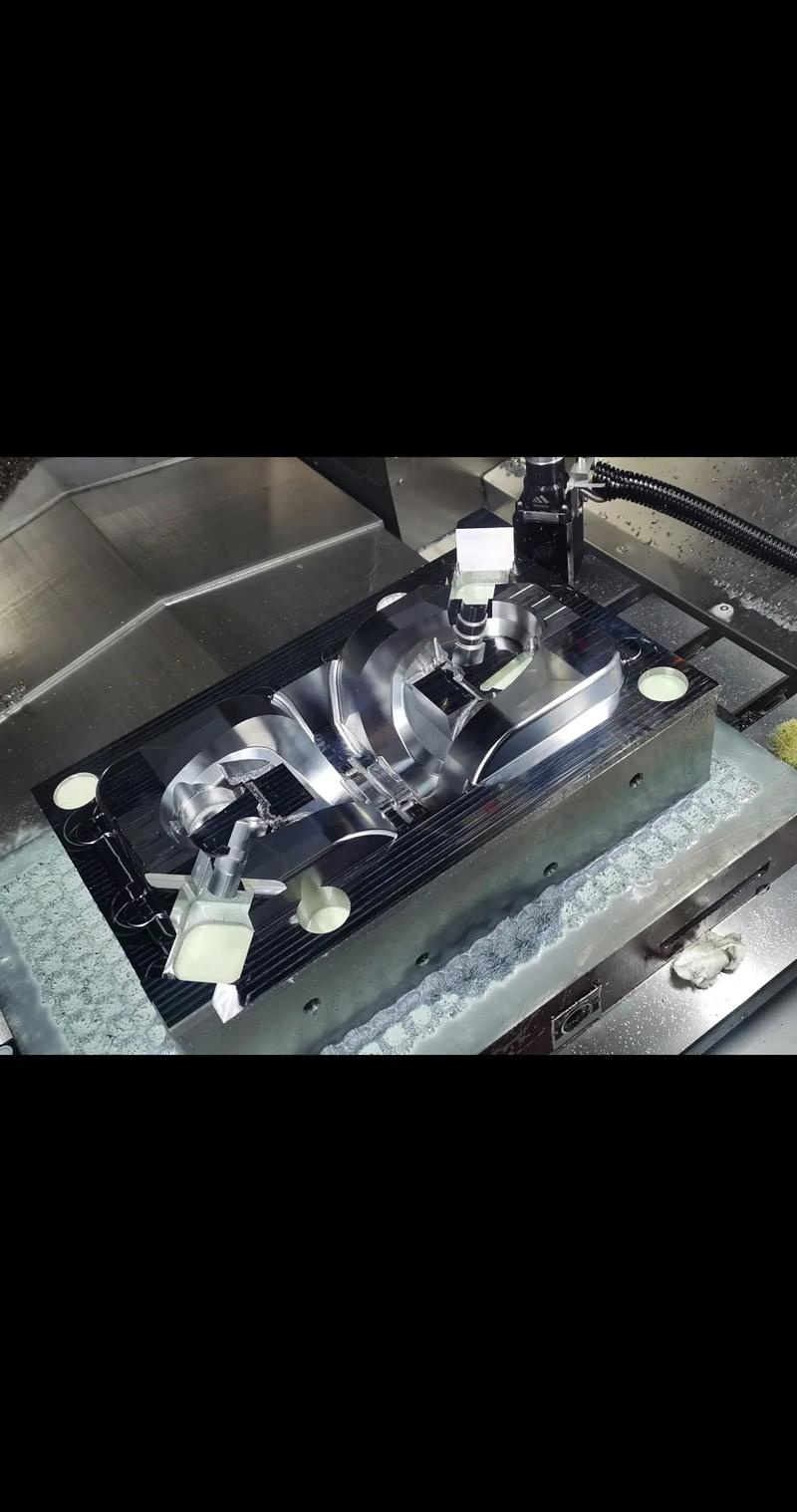
消除CNC曲面加工形狀誤差的綜合策略與關(guān)鍵技術(shù)

在CNC(計(jì)算機(jī)數(shù)控)加工領(lǐng)域,曲面加工因其幾何形狀復(fù)雜,對加工精度要求高,一直是技術(shù)挑戰(zhàn)之一。形狀誤差——即加工出的工件實(shí)際形狀與設(shè)計(jì)模型之間的偏差——是影響曲面零件質(zhì)量、性能及互換性的關(guān)鍵因素。這些誤差可能源于設(shè)備、工藝、刀具、編程、材料及環(huán)境等多個(gè)環(huán)節(jié)。要有效消除或最小化CNC曲面加工產(chǎn)生的形狀誤差,需采取系統(tǒng)性的綜合策略,從設(shè)備、工藝、軟件和操作等多維度進(jìn)行優(yōu)化與控制。
一、 確保CNC加工設(shè)備本身的高精度與穩(wěn)定性
設(shè)備是加工的基礎(chǔ),其自身的精度和動(dòng)態(tài)特性直接影響最終加工形狀。
- 設(shè)備選型與維護(hù):選擇具有高剛性、高定位精度和重復(fù)定位精度的CNC機(jī)床。對于復(fù)雜曲面加工,五軸聯(lián)動(dòng)加工中心通常比三軸機(jī)床更能保證連續(xù)曲面的光順性與精度。定期進(jìn)行設(shè)備維護(hù)、保養(yǎng)和精度校準(zhǔn)(如激光干涉儀檢測定位精度、球桿儀檢測圓度誤差等),防止因?qū)к壞p、絲杠間隙、主軸熱變形等導(dǎo)致的誤差累積。
- 減少熱變形誤差:機(jī)床在運(yùn)行中產(chǎn)生的熱量(主軸、導(dǎo)軌、電機(jī)等)會(huì)導(dǎo)致結(jié)構(gòu)變形。采用恒溫車間環(huán)境、機(jī)床預(yù)熱程序、以及先進(jìn)的冷卻系統(tǒng)(如主軸中心冷卻、機(jī)床結(jié)構(gòu)對稱設(shè)計(jì)、熱誤差補(bǔ)償技術(shù))來穩(wěn)定機(jī)床溫度場,是控制形狀誤差的有效手段。
- 抑制振動(dòng):加工過程中的振動(dòng)會(huì)惡化表面質(zhì)量并產(chǎn)生形狀誤差。提高機(jī)床-夾具-工件系統(tǒng)的整體剛性,優(yōu)化主軸動(dòng)平衡,使用減振刀具或刀柄,并選擇合適的切削參數(shù)以避免顫振。
二、 優(yōu)化加工工藝與編程策略
工藝方案和數(shù)控程序是決定刀具路徑和材料去除過程的直接因素。
- 刀具路徑規(guī)劃:這是影響曲面精度的核心。對于自由曲面,應(yīng)避免使用大的行距(步距)和殘留高度。采用更精密的刀具路徑策略,如螺旋銑削、等參數(shù)線加工、等殘留高度加工等,可以保證切削載荷更穩(wěn)定,表面更均勻。精加工時(shí),減小步距和切深能顯著降低形狀誤差,但會(huì)犧牲效率,需平衡。
- 刀具選擇與磨損管理:使用球頭銑刀加工曲面時(shí),刀具的幾何精度(特別是球頭半徑精度)和磨損狀態(tài)直接影響形狀。選用高質(zhì)量刀具,并嚴(yán)格執(zhí)行刀具壽命管理,定期檢測和更換磨損刀具。對于高精度曲面,可采用半徑補(bǔ)償功能,但需準(zhǔn)確測量刀具實(shí)際尺寸。
- 切削參數(shù)優(yōu)化:通過切削試驗(yàn)或基于物理模型的仿真軟件,確定最優(yōu)的切削速度、進(jìn)給率和切深組合。過高的參數(shù)會(huì)引起振動(dòng)和讓刀,過低的參數(shù)可能導(dǎo)致擠壓和摩擦,均會(huì)產(chǎn)生誤差。自適應(yīng)進(jìn)給控制技術(shù)可根據(jù)切削負(fù)載實(shí)時(shí)調(diào)整進(jìn)給率,保持穩(wěn)定切削。
- 多工序合理安排:采用粗加工、半精加工、精加工分階段進(jìn)行。粗加工去除大部分余量,半精加工為精加工留下均勻、適量的余量(通常0.2-0.5mm),精加工最終保證形狀和尺寸。這避免了因余量不均導(dǎo)致的刀具偏讓和振動(dòng)。
三、 應(yīng)用先進(jìn)的軟件與補(bǔ)償技術(shù)
現(xiàn)代CAM軟件和機(jī)床控制系統(tǒng)提供了強(qiáng)大的誤差預(yù)測與補(bǔ)償工具。
- CAM軟件的高精度設(shè)置:在生成刀路時(shí),設(shè)置更小的公差(如弦高公差),使刀具路徑更緊密地貼合理論曲面。使用NURBS插補(bǔ)功能,可以生成更光滑的曲線路徑,減少由微小直線段連接引起的機(jī)床抖動(dòng)和輪廓誤差。
- 后處理與機(jī)床動(dòng)力學(xué)匹配:后處理器生成的G代碼需與特定機(jī)床的動(dòng)力學(xué)特性完美匹配。優(yōu)化后處理參數(shù),如平滑處理拐角、控制加速度和加加速度(Jerk),可以減少機(jī)床在高速運(yùn)動(dòng)中的跟蹤誤差和過沖。
- 誤差測量與補(bǔ)償:
- 在機(jī)測量:利用機(jī)床配備的測頭,在加工前后或中途對關(guān)鍵曲面特征進(jìn)行測量,將實(shí)測數(shù)據(jù)與理論模型對比,計(jì)算出誤差。
- 軟件補(bǔ)償:將測量得到的誤差數(shù)據(jù)反饋給CAM系統(tǒng),通過調(diào)整原始刀具路徑或生成補(bǔ)償?shù)堵罚谙乱坏拦ば蚧蛳乱粋€(gè)工件上進(jìn)行“反方向”修正。
- 機(jī)床誤差補(bǔ)償:利用激光干涉儀等設(shè)備標(biāo)定出機(jī)床的空間誤差(如定位誤差、直線度誤差、垂直度誤差等),并將誤差表輸入機(jī)床CNC系統(tǒng),系統(tǒng)會(huì)在運(yùn)動(dòng)中進(jìn)行實(shí)時(shí)補(bǔ)償。
四、 控制工件與裝夾因素
- 工件材料與狀態(tài):了解材料的切削性能(如彈性模量、熱膨脹系數(shù)),對于剛性差的零件(如薄壁件),加工易產(chǎn)生彈性變形。可采用對稱加工、分層多次加工、或使用低應(yīng)力切削參數(shù)來減少變形。
- 夾具設(shè)計(jì)與裝夾:設(shè)計(jì)剛性足、定位準(zhǔn)確的專用夾具。確保工件裝夾牢固且變形最小(避免過大的夾緊力導(dǎo)致彈性變形),并考慮加工過程中因材料去除導(dǎo)致的剛性變化和應(yīng)力釋放。對于復(fù)雜曲面零件,有時(shí)需要使用柔性夾具或真空吸盤。
五、 構(gòu)建閉環(huán)質(zhì)量控制體系
消除形狀誤差是一個(gè)持續(xù)改進(jìn)的過程。建立從“CAD模型 -> CAM編程 -> 實(shí)際加工 -> 在機(jī)/離線檢測 -> 誤差分析 -> 反饋補(bǔ)償”的數(shù)字化閉環(huán)。通過持續(xù)收集數(shù)據(jù)、分析誤差根源并實(shí)施糾正措施,可以系統(tǒng)性地提升曲面加工的精度和一致性。
結(jié)論:消除CNC曲面加工的形狀誤差非一蹴而就,它是一個(gè)涉及設(shè)備、工藝、刀具、軟件、材料和人員技術(shù)的系統(tǒng)工程。關(guān)鍵在于:從源頭選擇和維護(hù)高精度設(shè)備;通過科學(xué)的工藝規(guī)劃與編程生成最優(yōu)刀具路徑;利用現(xiàn)代測量與補(bǔ)償技術(shù)進(jìn)行動(dòng)態(tài)修正;并對整個(gè)加工鏈進(jìn)行精細(xì)化的管理和控制。唯有如此,才能在高效率的前提下,穩(wěn)定地加工出高精度、高質(zhì)量的復(fù)雜曲面零件。
如若轉(zhuǎn)載,請注明出處:http://m.studioviii.cn/product/28.html
更新時(shí)間:2026-05-14 22:56:05